巩义市净翼供水设备有限公司
单双向套筒补偿器、E形金属球形补偿器、QJB球形补偿器、三维球形补偿器、注油式套筒补偿器、注打式套筒补偿器

咨询热线
15238336216

使用方法:a、旋转接头在搬运和存放的过程中应避免撞击及摔落,以免损坏接口及内部的零件。 b、尽可能的装机同心,以确保旋转接头良好的运转。 c、螺纹连接的旋转接头在安装时,应注意内、外管的螺纹向是否与滚筒的旋转方向对应,且内外管的螺纹旋向也应保持一致。d、旋转接头与管道之间的连接,须使用软管相连接(江苏亚光推荐使用扰性好的金属软管),*对禁止刚性连接。 e、旋转接头的出入口尽可能直接与软管相连接。以减轻接头辅重,延长使用的寿命。 f、管道万向节内管的装配,注意尺寸的配合及重量的辅助的支撑。内旋式旋转接头的内管与接头的配合推荐使用H8/e7的公差配合。
注意事项a、用于热力管道中,补偿热膨胀,其补偿能力为补偿器的5-10倍。 b、用于冶金设备(如高炉、转炉、电炉、加热炉等等)的汽化冷却系统中,作万向接头来用。 c、用于建筑物的各种管道中,防止因地基产生不均匀而下沉、或震动等意外原因对管道产生破坏。

虽然工程管路系统很复杂,不过,管道万向节任何复杂的管系都可以通过固定管架的设置,使其分成若干形状的相对简单的单独管段。在选择波纹补偿器时,可以根据这些相对简单的管段来确定管系的变形补偿,从而选择补偿器。
补偿器密封装配标记,并拆下轴承端盖。如果有螺栓缺失等异常情况,管道万向节确认无误后,用顶丝顶起上壳,提起放在准备好的底板上。用塞尺或铅丝压法测量每个补偿器的间隙,对每个补偿器多测点并做好记录。从补偿器中排出润滑油,并储存在管道中。
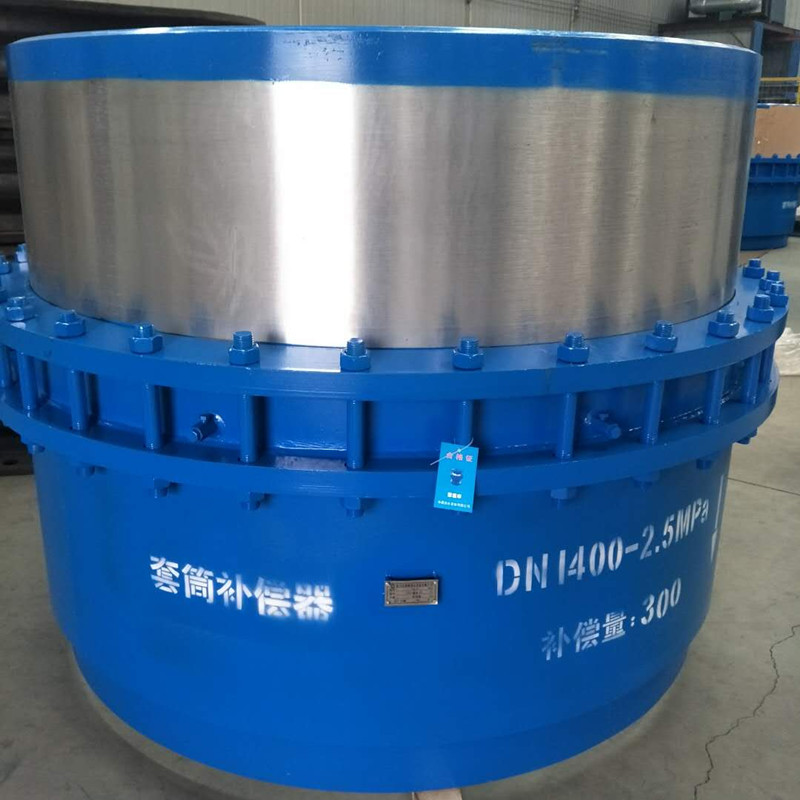
比如说套筒补偿器的清理吧,一般使用过久的保养的时候补偿器零部件在拆卸后,要进行清洗,因为缺损的补偿器只有在清洁的状态下,才能有效地查明其损坏情况。此外,清洗脏的补偿器可以改善修理的卫生条件。在补偿器准备修复或表面准备涂漆时,同样应进行清洗。补偿器的清洗可以改善劳动条件,降低劳动量和提高修理质量。管道万向节被修理的补偿器可以用加热、机械、喷刷和化学等方法进行清理。加热法是用火焰清理零件。机械法是用刷子、磨研机、回转式及其和其它手提式机械去除补偿器上旧的油漆、铁锈和干固的油层。合理的保养和维护套筒补偿器才能发挥产品的完整性能。
橡胶补偿器基本知识普及
管材在定额的运用温度和压力下,运用保存生命的年数达到50年以上,橡胶补偿器具有防紫外光、防辐射,使产品褪色。除少量氢化剂外,可耐多种化学介质的腐蚀,该橡胶补偿器具有尤其好的耐酸、耐碱、耐侵蚀性、不会生锈,不会侵蚀,不会滋生,无电化学侵蚀。由于橡胶补偿器传热系数低,20摄氏度的传热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管取暖性好。
一、橡胶补偿器的材料;
在减轻橡胶补偿器中所产生的噪声方面,橡胶补偿器的贡献越来越大。通过弹性的气囊结构,不仅可以降低管道的结构性噪声,而且还可降低往往是低频率的流体噪声。橡胶补偿器吸收热膨胀由于所使用的金属材料具有很高的弹性模数,因此甚至轻微的热膨胀都会在管道中产生强大的作用力。
二、管道万向节橡胶补偿器的安装;
橡胶补偿器安装在管道上能够针对管道的轴向,横向,角向等方向的位移实现良好的补偿功能,从而避免了由于管道的位移变形过大而造成局部发生变形甚至是断裂的现象,大大提高了管道运行的稳定性。橡胶补偿器联接应维持同一轴线,其螺钉孔偏差一样不超过孔径的5%,并应螺钉穿入。橡胶补偿器的联接螺钉应为同一规格,安装方向要一样,拧紧螺钉时应付称均匀地进行。
三、橡胶补偿器的厚度;
不能运用厚度不等于的斜垫圈来补救橡胶补偿器的不公平行度。不能运用双层垫圈。当大口径垫圈需求拼接时,不能用平口对接,应觉得合适而运用斜口搭接或不易探索的领域方式。为便于装、拆橡胶补偿器,紧固螺钉,橡胶补偿器的面距支架和墙面的距离不应小于200mm。拧紧螺钉时应付称交叉地顺着次序进行,以垫片均匀受力。
无推力旋转补偿器是一种新型的补偿器,独特的密封优势使其在热力管道热膨胀补偿方面的应用越发广泛。
一、结构的区别
a.无推力旋转补偿器:由变径管、内套管、密封座外套、柔性石墨填料、螺母螺栓N个压簧及N个注填料咀组合而成、填料压盖及弹簧压紧法兰构成。
b.普通旋转补偿器:由变径管、内套管、密封座外套、柔性石墨填料、螺母螺栓组合而成、填料压盖构成。
二、工作原理的不同
a.管道万向节无推力旋转补偿器和普通旋转补偿器产品使用都是靠填料腔内的柔性填料进行密封的;而普通旋转补偿器须将热网管线停气,把填料压紧法兰卸下,加入一定量的填料,再压紧法兰,恢复使用。
b.无推力旋转补偿器因在填料压紧法兰上方增加了一组弹簧和注填料咀,当填料出现微量磨损时,依靠压紧弹簧的张力给予补偿,从而延长产品发生泄漏的时间。当磨损量超过弹簧张力补偿量时,只需扳紧弹簧压紧法兰上方的螺帽不需要停气修复。
三、材料的区别
无推力旋转补偿器和旋转补偿器所选用的密封填料都是柔性石墨,但是,无推力旋转补偿器填料内增加了一些抗氧化剂成份,达到延缓填料氧化的效果,从而使无推力旋转补偿器比普通旋转补偿器密封性能得到更大的提高。
四、 工艺的区别
a.普通旋转补偿器以加工好的密封圈为标准件,然后用扳手捏紧填料压紧法兰螺帽即可。缺陷为:a)密封圈标准件密度已达到一定的值,再次可塑性差。b)密封圈之间不能紧配合,中间容易出现隔层,密封件在填料腔内无法形成整体,从而使产品密封性能下降。
a.无推力旋转补偿器采用的是先将密封材料用压机模压成型。在填料腔内添加一些抗氧化的成分,再用油压机在一定压力下进行二次的成型,使填料圈之间融为一体,从而使填料的密封性能更好。
联系电话:15238336216