巩义市净翼供水设备有限公司
单双向套筒补偿器、E形金属球形补偿器、QJB球形补偿器、三维球形补偿器、注油式套筒补偿器、注打式套筒补偿器

咨询热线
15238336216

非金属补偿器在安装是时候有几个小细节和大家讲一下:
1、在安装非金属补偿器时,要根据设计部门提供的规格型号进行安装,注打式套筒补偿器并且在安装过程中要特别注意电焊火花和尖硬物不能损伤织物纤维。
2、安装非金属补偿器时,要看清倒流筒的介质方向。
3、非金属补偿器内设运输固定杆,安装完备后,将涂有黄色油漆的拉杆杆拆卸,保证补偿器的蒙皮自由伸缩。
球形补偿器
1)补偿能力大,比方形补偿器大5~10倍,占地面积小,可大幅度降低耗钢量。流体阻力小,安装方便,投资省,特别适合三维位移的蒸汽和热水管道,也叫万向补偿器;
2)采用球形补偿器、铰链型补偿器,注打式套筒补偿器且补偿管段较长时,宜采取减少管段摩擦的措施;
3)球形补偿器、铰链补偿器及套筒的补偿能力很大时,当其补偿段过长(400~500mm)应在补偿器处和管段中间设导向支座,防止纵向失稳。流体阻力和变形应力小;
4)DN40~1000mm,最大工作压力一般≤1.6MPa,特殊制造可达2.5 MPa;最高使用温度≤280℃,特殊制造可达400℃。最大折屈角±15°。补偿量可达1800mm,一般按200~500m使用一组球形旋转补偿器为宜。
5)采用球形伸缩器时,宜装设在便于检修的地方。当水平装设大直径的球形伸缩器时,两个球形伸缩器下应装设滚动支架,或采用低摩擦系数材料的滑动支架,在直管径上应设置导向支架。
计算波纹补偿器的补偿量很简单,您注打式套筒补偿器只需要提供出介质的温度和管线的总长度或是多长的管线安装一台波纹补偿器,然后按以下计算公式就可以计算出波纹补偿器的补偿量:0.0133X介质温度X管线距离=补偿量。

以波纹管为核心挠性元件的补偿器,注打式套筒补偿器在管线上可以作轴向,横向和角向三个方向的补偿。内压补偿器从其性能上看可以作三个方向的位移,但由于其受到套管等附件的限制,往往只能作轴向位移,所以,用户在选用及订货时需要注明所需要几个方向的位移量,以便正确的选用。
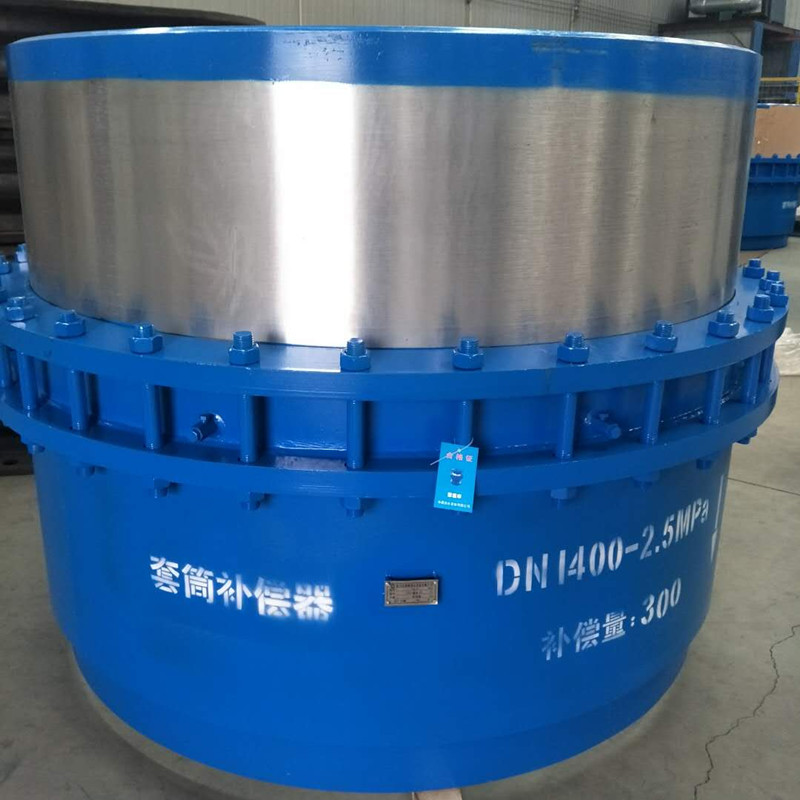
比如说套筒补偿器的清理吧,一般使用过久的保养的时候补偿器零部件在拆卸后,要进行清洗,因为缺损的补偿器只有在清洁的状态下,才能有效地查明其损坏情况。此外,清洗脏的补偿器可以改善修理的卫生条件。在补偿器准备修复或表面准备涂漆时,同样应进行清洗。补偿器的清洗可以改善劳动条件,降低劳动量和提高修理质量。注打式套筒补偿器被修理的补偿器可以用加热、机械、喷刷和化学等方法进行清理。加热法是用火焰清理零件。机械法是用刷子、磨研机、回转式及其和其它手提式机械去除补偿器上旧的油漆、铁锈和干固的油层。合理的保养和维护套筒补偿器才能发挥产品的完整性能。
以上就是“注打式套筒补偿器尺寸大小”的介绍就先说到这里了,想了解更多关于注打式套筒补偿器尺寸大小的其它信息,欢迎来电咨询
联系电话:15238336216